I have always been curious about how Berg made their chisels and how they kept their high quality standards.
A while ago, I tried to purchase a display that summarized Berg’s chisel-making process. It was created by someone who sold Berg chisels to distributors and retailers in the US and has a very hand-made look to it. I was unsuccessful in purchasing it, but kept the photos. And although the display only shows and describes part of the story, I still find it interesting.
Here is an overview of the display board. It’s for Berg Shark-O-Lite chisels. I believe that the display dates back to the 1950’s. However, I imagine that the process described here is similar to the one that Berg introduced and refined back in the 1890’s. As you can see, a couple of the sample pieces are missing from the display, plus the typed narrative is missing or illegible on some of the cards below the samples.

Berg bought the best steel stock available and tested it thoroughly. Around 1939, in some of their chisel ads, Berg proudly stated that they bought their high carbon steel from Sandvik. I don’t know how long Sandvik supplied Berg with raw steel stock. It’s unfortunate that the sample piece of stock is missing from the display. I wonder what it looked like?
An intial forging was done to form the chisel blade, including flattening it and establishing the appropriate width. I believe that the steel was heated so it could be shaped and then worked with heavy hammers and/or presses.
The blade then underwent a second forging. I’m not sure about it’s nature, but as stated, “this is essential because the more the steel is worked the tougher the steel becomes giving a longer lasting <?>”.

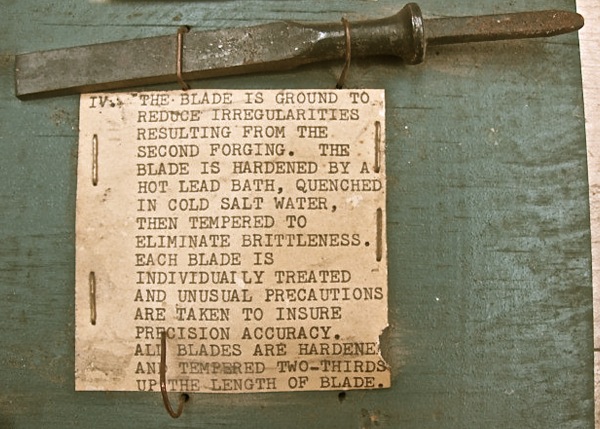
After the the second forging, the blade was ground to its final shape and dimensions. Then it was hardened in a hot lead bath. E.A. Berg was very particular about this step and constantly monitored and refined it until it was close to perfection. (Being around all of that molten lead may have also contributed to his early demise in 1903, although that’s just speculation on my part.) After the blade was hardened, it was was tempered by immersing it in a cold salt water bath. Both the hardening and the tempering were only done on the lower two-thirds of the blade. That would be the useable length of the blade, while the area above it would be softer and take an imprint easier (e.g. size and logo stamps).
I only have a poor photo of the blade sample and the narrative for this step. The text that is legible appears to read, “… and specialized hydraulically operated equipment is necessitated in order to meet the close tolerances demanded by Eric Anton Berg. The back of the blade is ground and the edge itself is fashioned; the final polishing begins to appear.”
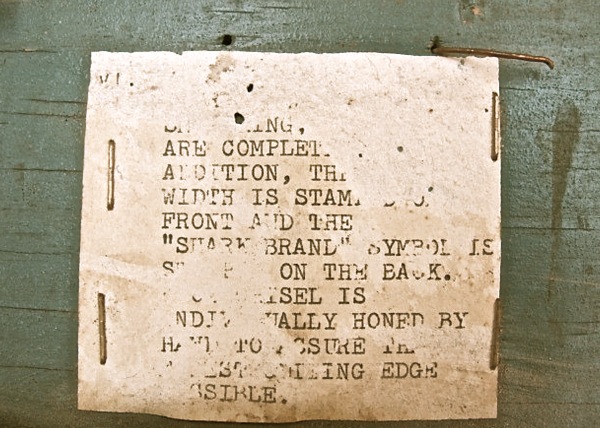
After final shaping, the blade was stamped. The chisel width was stamped on the front of the blade (e.g. 1/2″) and the Berg logo, including the shark, was stamped on the back. Then the final edge was put on the chisel blade and honed by hand by a Berg craftsman. The sample blade is missing from this step, but I assume that it looks very similar to the finished chisel blade shown in the final step, minus the yellow plastic handle.
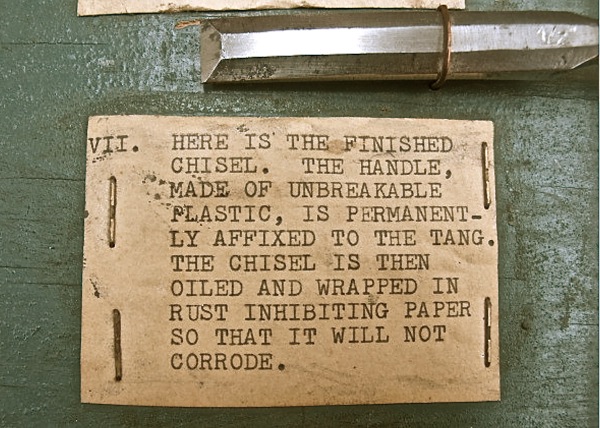
Once the blade was finished the chisel handle was applied to the tang of the blade. In this case, it was the clear yellow Shark-O-Lite handle made from cellulose acetate. Once done, the chisel was wrapped in rust inhibiting paper and it was ready for final packaging and shipping.
Here’s a closer look at the Shark-O-Lite handle.

This post will likely be expanded and improved as more information arrives. If you have new or better information about this process, please “Leave a Reply” below, or go to the Contact area to send an e-mail.
Reading this, the very first question that comes to mind is, at what point in the forging process was the blade stamped with the company logo? I would think the blade would have to be hot for the imprint to sink in properly and I wonder if this was a separate step, after the chisel was ground to size or just part of the second forging process. The blanks in the display do not seem to show any stamps until the final finished chisel.
It looks like stamping the blade was one of the last things done before final polishing and applying the handle. I believe that this is typical for chisel blades, plane blades, and other edge tools.
The area where the blade is stamped was not hardened again after it was softened through annealing during the initial forging process. It would be soft enough in that area to take a nice imprint. And stamping the blade after all shaping, dimensioning, and grinding was done would help ensure a nice legible imprint.
Hi. Nice post.
There’s a old (1940s) book about Jernbolaget that descrbes chisel making in the 1890s as ‘more or less traditional, made by individuals,’ wheras by WWII production is ‘ultra-modern, using modern equipment.’
It was probably the same for Berg, although Berg was probably technologically ahead in the game by a year or more most of the time.
From 1946 to 1960 both Berg ang JernB rationalized production continuously. It was harder for JernB because they were old, big and unwieldy.
That’s all I have. I remember when this was sold and like you, scrutinized the incomplete text and saved the photos.
I think this essay is a fine summary.
Keep it up!
Thanks, Russ.
I remember reading somewhere that E.A. Berg was constantly tinkering with and refining the heat treatment process for his tool steel. But he had passed away by 1903 and I’m curious about production innovations that were introduced after his death.
I’m impressed by the innovation and how industrious these old craftsmen were in days long ago when quality and pride took priority over profitability. I would give so much to have mentors like them when i learned my skills.
Thank you for your research and unselfish sharing
Mike
Thanks, Mike. That’s how I feel, too.
very interesting reading. I inherited some EA Berg chisels from my father and until today had no idea they were prized and valuable. Most I have are like new including the wooden handles.
very interesting reading. I inherited some EA Berg chisels from my father and until today had no idea they were prized and valuable. Most I have are like new including the wooden handles. I wonder how they compare to the premium chisels of today ? If anyone has information or comments that would be appreciated.
Buck Brothers, Inc. is an American US company that is still forging carbon steel chisels today. I have no info about the Home Depot/Lowe’s chisels sold as Buck Bros., but I have a few of their paring chisels, which have those turn of the century looking handles, are made from 1095 High Carbon Steel, and heat treated to 59RC . The gringing although flat on the backs, is pretty rough, and needs some elbow grease to fully utilize their good attributes as indicated above. That 1095 takes a wicked sharp edge, and doesn’t dull easily, within the bounds of woodworking. A chisel isn’t a tool for slugging as most seem to think. Just light taps with a leather mallet, and shallow cuts are how skilled woodworkers roll. It’s faster than using mortise chisels, taking big chunks in one bite- that ruins the chisel and is actually slower that what was previously said. Once I get a mirror shine on my flattened back, the 8,000 grit polished cutting edge is ready for prolly more brace shaving than one might imagine. 1095 not only gets sharper than Bergs, due to its vanadium and chromium content (only a tiny bit of each) , its also tougher and they are forged and tempered to Rockwell 59 as I already mentioned. Quite a bit of elbow grease will ultimately at that point yield a chisel that even surpasses the Bergs. The handles are longer than Berg’s, but they can afford to lose an inch if needed. I’m in awe of my 1” paring chisel. It couldn’t be better!